![]() Controller di saldatura DS3
Controller di saldatura DS3
Manuale d'istruzzioni
Controller di saldatura DS3

Grazie per avè acquistatu l'OMEGA.
Leghjite attentamente queste struzzioni per un usu propiu di sta macchina. Assicuratevi di leghje "Note di sicurezza" prima di utilizà a macchina. Sta infurmazione vi prutege da pussibuli periculi durante l'usu.
Note di sicurezza
- Stu manuale include l'infurmazioni impurtanti per aduprà sta macchina in modu sicuru. Questu include ancu infurmazioni utili per prevene ferite o danni à a pruprietà. Leghjite attentamente stu manuale prima di cunnette o funziunà l'OMEGA.
- Mantene stu manuale vicinu à a macchina in ogni mumentu.
Fornitura solu specificatu voltage - Ùn cunnette micca à una alimentazione più grande di u voltage. Se voltage hè superatu, scossa elettrica è / o danni à l'unità ponu accade.
- Assicuratevi chì a presa elettrica hè ben messa à terra. Se a presa ùn hè micca messa à terra currettamente, pò esse scossa elettrica è / o danni à l'unità.
Temperature ambientale di travagliu è umidità relativa - Sta macchina hè stata cuncepita per l'usu trà 10 ~ 40 gradi C, 10% ~ 85%.
- Ùn aduprate micca sta macchina sopra à sti cundizioni.
Réglage de la température du régulateur du chauffage - Ùn fate micca a temperatura di u cuntrolle di u riscaldatore più di 500 gradi C. Puderia causà un malfunzionamentu.
Manipulate cun cura - Questa macchina hè pensata per utilizà un alimentatore di saldatura è un ferru caldu per a saldatura. Toccare un ferru di saldatura riscaldatu pruvucarà brusture severi. Assicuratevi chì u ferru si sia raffreddatu prima di toccu per rimpiazzà a cartuccia di ferru.
- Per piacè manighjà sta macchina cun cura. Se a macchina hè cascata o sustene un grande impattu / vibrazione, pò causà malfunzionamenti. Se ùn avete micca aduprà a macchina per un bellu pezzu
- Per piacè spegne l'alimentazione, sguassate u cable d'alimentazione è mantene in un locu seccu è frescu.
Se nota un malfunzionamentu in a macchina - Se a macchina ùn funziona micca, spegne immediatamente l'alimentazione è cuntattate u rivenditore da quale avete acquistatu a macchina.
U periodu di garanzia - U periodu di garanzia hè di un annu dopu chì u pruduttu hè statu mandatu.
Se un malfunzionamentu inattesu chì a nostra cumpagnia porta rispunsabilità si verifica durante u periodu di garanzia, riparemu gratuitamente.
Immunità da rispunsabilità
- Ùn avemu micca rispunsabilità per i danni causati da abusu, sbagli, accidenti, usu in cundizioni anormali o disastri naturali, cum'è in un terremotu, un focu, etc.
- Ùn assumemu alcuna rispunsabilità nantu à a perdita di contingenza, (perdita di l'affari, fermata di l'affari, overtime, scarti o produzzione ridotta) causata da un arrestu di a macchina o qualsiasi prublema cù pezzi di ricambio è consumabili Apollo Seiko.
- Ùn assumemu alcuna rispunsabilità per perdite o danni causati da u funziunamentu cù altri mezi micca citati in stu manuale.
- Ùn avemu micca rispunsabilità per perdite o danni causati da una cunnessione sbagliata cù altre equipaghji.
- Sè per ogni mutivu u circuiti internu hè tampErrata cù alterazione o riparata senza l'accordu scrittu di Apollo Seiko, a garanzia hè nulla è nulla. U cliente hè permessu di fà l'aghjustamenti necessarii di l'attrezzi, rimpiazzà i punte di ferru di saldatura è fà qualsiasi aghjustamenti necessarii à u controller di temperatura.
11. Specificazioni di cumunicazione Controller esterni
11.1 Specificazioni di cumunicazione seriale
Standard di cumunicazione: RS-232C
Prutucolu di cumunicazione Non-prucedura
Numeru di cunnessione: 1 à 1
Sistema di Sincronizazione: Start - Stop Sistema di Sincronizazione
Codice di trasmissione ASCII
Interfaccia Sistema triplu filu (TxD / RxD / GND)
Velocità di cumunicazione: 9600bps
Lunghezza di bit iniziale: 1 bit (fissu)
Lunghezza di bit stop: 8 bit
Parità Nimu
Tempu di ritardu di risposta: 0 ~ 250 ms'
11.2 Format di cumunicazione Tutta a cumunicazione hè STX + testu di unità principale + ETX + formatu SUM.
Tutta a cumunicazione hè STX + testu di unità principale + ETX + formatu SUM.
| STX | Testu principale | ETC | SUM (più altu) | SUM (bassu) |
U SUM hè u valore chì risulta da aghjunghje i valori decimali di i caratteri in u testu principale, cunvertisce in hexadecimal è aghjunghjendu i 2 bytes resultanti dopu ETX.
Quandu u SUM supera a lunghezza di dati di 8 bits, solu i dui valori minimi significativi devenu esse guardati.
Per esempiu, se SUM hè 1526 uguale à 5F6h in esadecimale chì supera u limitu di 8-bit, per questu casu, solu i dui cifri menu significativi seranu cunsiderati ("F6"), chì sò i dui byte chì seranu aghjuntu. (aduprendu caratteri maiusculi inglesi) dopu ETX.
Se u valore SUM aghjuntu à u cumandamentu è u valore SUM calculatu ùn currispondenu micca, u cumandimu hè trattatu cum'è dati micca autorizati, hè ignoratu è sguassatu. Quandu succede questu, u cumandamentu hè scartatu è a dumanda di re-trasmissione ùn hè micca realizata.
calcul de la valeur SUM example In casu di STX + [K12C] + ETX + SUM 75(4Bh) + 49(31h) + 50(32h) + 67(43h) = 241(F1h)
| STX | 'K' | '1' | '2' | 'C' | ETC | 'F' | '1' |
| 02 ore | 4 Bh | 31 ore | 32 ore | 43 ore | 03 ore | 46 ore | 31 ore |
11.3 Diversi Cumandamenti
11.3.1 A : Richiesta di informazioni di u cuntrollu di saldatura
| 【Codice】 | 41H('A') |
| 【Funzione】 | Richiesta di informazioni di u controller di saldatura |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Verifica u statu di u controller di saldatura (saldatura shortage / soudure obstruée). Quandu u controller di saldatura riceve stu cumandamentu, torna u cumandamentu "a". |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'A' | ETC | SUM | |
11.3.2 a : Rispondi à a dumanda di informazioni di u cuntrollu di saldatura
| 【Codice】 | 61H('a') |
| 【Funzione】 | Ritornu à a dumanda di informazioni di u controller di saldatura |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | Statu (0:Normale, 1:Solder shortage, 2:Saldatura intasata, 3:Solder shortage & Saldatura intasata) |
| 【Spiegazione】 | Hè una risposta à A cumanda da u controller esternu. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'a' | statu | ETC | SUM | |
11.3.3 B : Temperature Control State Request
| 【Codice】 | 42H('B') |
| 【Funzione】 | A dumanda di u statu di cuntrollu di temperatura |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Cuntrolla u statu di u funziunamentu di u cuntrollu di temperatura di u cuntrollu di saldatura. Quandu u controller di saldatura riceve stu cumandamentu, torna "b". |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'B' | ETC | SUM | |
11.3.4 b : Risposta di dumanda di statu di cuntrollu di temperatura
| 【Codice】 | 62H('b') |
| 【Funzione】 | Ritornu à u statu di cuntrollu di temperatura |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | 0:Pronta o Normale, 1:In Preparazione / Errore (*Pronta o Normale: Cundizione di Signal READY High) |
| 【Spiegazione】 | Hè una risposta à u cumandimu B da u controller esternu. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'b' | Statu | ETC | SUM | |
11.3.5 C : Richiesta di Trasferimentu di Condizioni di Solder
| 【Codice】 | 43H('C') |
| 【Funzione】 | A dumanda di trasferimentu di cundizione di saldatura |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | U numeru di cundizione di saldatura |
| 【Spiegazione】 | Richiede a cundizione di saldatura salvata in u controller di saldatura. U numeru di cundizione di saldatura hè specificatu da esadecimale / 4 cifre (2 Byte). per esempiu: Quandu a cundizione di saldatura hè 124, specifica 007CH. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| STX | 'C' | U numeru di cundizione di saldatura | ETC | SUM | ||||
11.3.6 c: Solder Condition Data Transfer Request
| 【Codice】 【Funzione】 【Direzione】 |
63H('c') A dumanda di trasferimentu di dati di cundizione di saldatura Controller di saldatura → Controller esternu |
|
| 【Dati】 | Numeru di cundizione di saldatura 000, 101~199, 201~299, 301~399
Modu di saldatura 0, 1, 2, 3, 4, 5 |
4 byte
1 byte |
| SV2 réglage du temps de montée en température | 3 byte | |
| 1ª quantità di alimentazione di filu di saldatura | 3 byte | |
| 1ª velocità di alimentazione di filu di saldatura | 3 byte | |
| 1ª quantità di inversione di filu di saldatura | 3 byte | |
| 1ª velocità di inversione di filu di saldatura | 3 byte | |
| Tempu di pre-riscaldamentu | 3 byte | |
| 2a quantità di alimentazione di filu di saldatura | 3 byte | |
| 2ª velocità di alimentazione di filu di saldatura | 3 byte | |
| 2ª quantità di inversione di filu di saldatura | 3 byte | |
| 2ª velocità di inversione di filu di saldatura | 3 byte | |
| Tempu di riscaldamentu | 3 byte | |
| 3a quantità di alimentazione di filu di saldatura | 3 byte | |
| 3ª velocità di alimentazione di filu di saldatura | 3 byte | |
| 3ª quantità di inversione di filu di saldatura | 3 byte | |
| 3ª velocità di inversione di filu di saldatura | 3 byte | |
| Tempu di piscina di saldatura | 3 byte |
【Spiegazione】
Hè un ritornu à u cumandimu C da u controller esternu.
Hè una notazione esadecimale / 3 cifre eccettu per u numeru di cundizione di saldatura è u modu di saldatura.
Hè una notazione esadecimale / 4 cifre in u numeru di cundizione di saldatura.
Hè una notazione esadecimale / 1 cifra in u modu Solder.
U valore divisu da 10 dopu a cunversione in numeri decimali diventa u valore di paràmetru attuale.
Se specifica un numeru di cundizione di saldatura chì ùn esiste micca in u cumandamentu C, ignora u cumandamentu.
U numeru di modu Solder hè cum'è seguita;
0: Soudure à point spécial
1: Soudure spéciale à diapositives
2: Soudure spéciale à point de soudure (sans mouvement de fer)
3: Saldatura di scorri faciule speciale
4: Pre-saldatura
5: Set Temp
Quandu u modu di saldatura hè "5: Set Temp", torna a temperatura stabilita è u prucessu di a temperatura stabilita.
| Set temperature | 3 byte |
| Prucessu di a temperatura stabilita | 3 byte |
Quandu u numeru di cundizione di saldatura hè 0, torna u tempu di colpu d'aria di pulizia.
| U numeru di cundizione di saldatura | 0 | 4 byte |
| Tempu di soffiu d'aria | 3 byte |
Eccettu per l'operazione Set Temp / Pulizia
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| STX | 'c' | U numeru di cundizione di saldatura | … | ETC | SUM | ||||
Set Temp Operation
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| STX | 'c' | U numeru di cundizione di saldatura | … | ETC | SUM | ||||
Operazione di pulizia
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| STX | 'c' | '0' | '0' | '0' | '0' | Tempu di soffiu d'aria | ETC | SUM | |||
11.3.7 D: Solder Condition Data Transfer Request
| 【Codice】 【Funzione】【Direzione】 |
44H('D') Cundizione di saldatura Richiesta di trasferimentu di dati Controller esterno → Controller di saldatura |
|
| 【Dati】 | Numeru di cundizione di saldatura 000, 101~199, 201~299, 301~399 Modu di saldatura 0, 1, 2, 3, 4, 5 |
4 byte 1 byte |
| SV2 réglage du temps de montée en température | 3 byte | |
| 1ª quantità di alimentazione di filu di saldatura | 3 byte | |
| 1ª velocità di alimentazione di filu di saldatura | 3 byte | |
| 1ª quantità di inversione di filu di saldatura | 3 byte | |
| 1ª velocità di inversione di filu di saldatura | 3 byte | |
| Tempu di pre-riscaldamentu | 3 byte | |
| 2a quantità di alimentazione di filu di saldatura | 3 byte | |
| 2ª velocità di alimentazione di filu di saldatura | 3 byte | |
| 2ª quantità di inversione di filu di saldatura | 3 byte | |
| 2ª velocità di inversione di filu di saldatura | 3 byte | |
| Tempu di riscaldamentu | 3 byte | |
| 3a quantità di alimentazione di filu di saldatura | 3 byte | |
| 3ª velocità di alimentazione di filu di saldatura | 3 byte | |
| 3ª quantità di inversione di filu di saldatura | 3 byte | |
| 3ª velocità di inversione di filu di saldatura | 3 byte | |
| Tempu di piscina di saldatura | 3 byte |
【Spiegazione】
Stabilisce una cundizione di saldatura da un controller esternu à un controller di saldatura.
Hè una notazione esadecimale / 3 cifre eccettu per u numeru di cundizione di saldatura è u modu di saldatura.
Se i dati anu un puntu decimale, u valore chì hà omessu u puntu decimale hè spressu in esadecimale.
Example 1: 3.5s⇒35(23H), Esample 2: 10.0s⇒100(64H) Hè una notazione esadecimale / 4 cifre in u numeru di cundizione di saldatura.
Hè una notazione esadecimale / 1 cifra in u modu Solder.
U valore divisu da 10 dopu a cunversione in numeri decimali diventa u valore di paràmetru attuale.
Se specifica un numeru di cundizione di saldatura chì ùn esiste micca, ignora u cumandamentu.
Se specifica un modu di saldatura chì ùn esiste micca, ignora u cumandamentu.
Se una data hè fora di u range, ignora u cumandamentu.
U numeru di modu Solder hè cum'è seguita;
0: Soudure à point spécial
1: Soudure spéciale à diapositives
2: Soudure spéciale à point de soudure (sans mouvement de fer)
3: Saldatura di scorri faciule speciale
4: Pre-saldatura
5: Set Temp
* U valore in casu di saldatura Puntu è Saldatura Slide ùn hè micca fissatu.
Quandu u modu di saldatura hè "5. Set Temp”, stabilisce a temperatura settata è u prucessu di a temperatura settata.
| Set temperature | 3 byte |
| Prucessu di a temperatura stabilita | 3 byte |
Quandu u numeru di cundizione di saldatura hè 0, stabilisce u tempu di soffiu d'aria di pulizia
| U numeru di cundizione di saldatura | 4 byte |
| Tempu di soffiu d'aria | 3 byte |
Eccettu per l'operazione Set Temp / Pulizia
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| STX | 'D' | U numeru di cundizione di saldatura | … | ETC | SUM | ||||
Set Temp Operation
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| STX | 'D' | U numeru di cundizione di saldatura | … | ETC | SUM | ||||
Operazione di pulizia
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| STX | 'D' | '0' | '0' | '0' | '0' | Tempu di soffiu d'aria | ETC | SUM | |||
11.3.8 d : Saldatura Condition Data Request Risposta
| 【Codice】 | 64H('d') |
| 【Funzione】 | Restituisce a dumanda di dati di cundizione di saldatura |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Hè una risposta da un controller esternu à u cumandamentu D. Rispondi quandu u cumandamentu D hè ricevutu nurmale. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'd' | ETC | SUM | |
11.3.9 F : Richiesta di Statu Tempu di Set di Saldatura Speciale
| 【Codice】 | 46H('F') |
| 【Funzione】 | Set Temp State request |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Le régulateur externe demande l'état Set Temp au régulateur de soudure. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'F' | ETC | SUM | |
11.3.10 f : Rapportu di u Statu Tempu di Set di Saldatura Speciale
| 【Codice】 | 66H('f') |
| 【Funzione】 | Set u rapportu di u statu Temp |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | State In casu di Range, No Check When "Alarm Temperature Range Low < PV < Alarm Temperature Range High", torna 0. Eccettu per questu, torna 1. In casu di Setting Value Quandu PV ghjudicheghja cum'è a temperatura ottima, torna 0. Fora di questu, torna 1. |
| 【Spiegazione】 | Rispondi Set Temp state à u cumandimu F chì hè da u cuntrollu superiore. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'f' | Statu | ETC | SUM | |
11.3.11 G: Modu di Solder Solu Richiesta di Trasferimentu
| 【Codice】 | 47H('G') |
| 【Funzione】 | Modu di saldatura solu dumanda di trasferimentu |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'G' | ETC | SUM | |
11.3.12 g : Modu di Saldatura Solu Richiesta di Trasferimentu Ritornu
| 【Codice】 | 67H('g') |
| 【Funzione】 | Modu di saldatura solu dumanda di trasferimentu ritornu |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | Modu di saldatura solu |
| 【Spiegazione】 | Ritorna u numeru di modu di saldatura di u numeru di cundizione di saldatura 301 ~ 399 cum'è dati continuu |
| 1 | 2 | 3 | … | … | 102 | 103 | 104 | 105 |
| STX | 'g' | U numeru di modu di saldatura | ETC | SUM | ||||
11.3.13 H : Esecuzione di saldatura
| 【Codice】 | 48H('H') |
| 【Funzione】 | Esecuzione di saldatura |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | U numeru di cundizione di saldatura |
| 【Spiegazione】 | U controller esternu dumanda à u controller di saldatura per eseguisce a saldatura. Quandu si specifica un numeru di cundizione di saldatura chì ùn esiste micca, ignora u cumanda. In casu di saldatura Puntu, torna h cumanda dopu una seria di saldatura l'operazione hè finita. In casu di saldatura Slide, torna u cumandimu quandu a prima saldatura hè cumpletata. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| STX | 'H' | U numeru di cundizione di saldatura | ETC | SUM | ||||
11.3.14 h : Rapportu di Cumpiimentu di Saldatura
| 【Codice】 | 68H('h') |
| 【Funzione】 | Rapportu di fine di a saldatura |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Ritorna u cumpletu di l'operazione di saldatura à u cumandamentu H chì hè da a cima controller. In casu di saldatura Slide, Stu cumandimu ùn hè micca tornatu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'h' | ETC | SUM | |
11.3.15 I : Richiesta di Start Soldering Slide
| 【Codice】 | 49H('I')、4AH('J') |
| 【Funzione】 | I: Richiesta di inizio di saldatura slide |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Riferite à "13.2 Operazione di saldatura di slide" per u funziunamentu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'I' | ETC | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'J' | ETC | SUM | |
11.3.16 i: Rapportu di cumpletamentu di a prima alimentazione di saldatura diapositiva, j: Rapportu di cumpletamentu di pre-riscaldamentu di saldatura di diapositive, k: Rapportu di cumpletamentu di saldatura di diapositive
| 【Codice】 | 69H('i')、6AH('j')、6BH('k') |
| 【Funzione】 | i: Saldatura scorrevule 1u rapportu di cumpletu di l'alimentazione j: Rapportu di fine di pre-riscaldamentu di saldatura slide k: Rapportu di fine di a saldatura slide |
| 【Direzione】 | Controller di saldatura → Controller esternu |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Riferite à "13.2 Operazione di saldatura di slide" per u funziunamentu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'i' | ETC | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'j' | ETC | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'k' | ETC | SUM | |
11.3.17 N : Rapportu di Cumpiimentu di Saldatura di Slide Easy
| 【Codice】 | 4EH('N') |
| 【Funzione】 | Rapportu di cumpletamentu di saldatura di slide faciule |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Riferite à "13.6 Operazione di Saldatura Easy Slide Special Soldering" per u funziunamentu. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| STX | 'K' | Set temperature | ETC | SUM | |||
11.3.18 K : Temperature Controller SV Change
| 【Codice】 | 4BH('K') |
| 【Funzione】 | Cambiamentu di u regulatore di temperatura SV |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Temperatura 3 cifre (notazione esadecimale) |
| 【Spiegazione】 | Una temperatura specifica hè impostata à "Setting temperature" di u paràmetru di u sistema. Quandu hè un valore sopra à u paràmetru di a temperatura massima, ùn si mette micca. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'P' | ETC | SUM | |
11.3.19 P : Start d'alimentazione manuale di saldatura
| 【Codice】 | 50H('P') |
| 【Funzione】 | Inizio di l'alimentazione manuale di saldatura |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Quandu riceve stu cumandamentu mentre l'operazione automatica si ferma, cumencia à alimentà u filu di saldatura. Si cuntinueghja à alimentà u solder finu à ch'ellu riceve cumanda di fine di alimentazione manuale di saldatura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Q' | ETC | SUM | |
11.3.21 R : Partenza manuale di saldatura inversa
| 【Codice】 | 52H('R') |
| 【Funzione】 | Partenza manuale di inversione di saldatura |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | S'ellu riceve stu cumandamentu mentre l'operazione automatica si ferma, principia a saldatura inversione. S'ellu riceve stu cumandamentu mentre l'alimentazione manuale di saldatura hè fermata, ignora u cumandamentu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'R' | ETC | SUM | |
11.3.22 S : Finitura di saldatura manuale
| 【Codice】 | 53H('S') |
| 【Funzione】 | Inversione di fine di saldatura manuale |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | S'ellu riceve stu cumandamentu mentre inversione di saldatura manuale, ferma l'inversione di saldatura manuale. Se riceve stu cumandamentu durante l'alimentazione automatica di saldatura, ignora u cumandamentu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'R' | ETC | SUM | |
11.3.23 T : Avviamentu manuale di u soffiu d'aria
| 【Codice】 | 54H('T') |
| 【Funzione】 | Avviamentu manuale di u soffiu d'aria |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Emette un colpu d'aria. |
| 1 | 2 | 3 | 4 | 5 |
| STX | '' | ETC | SUM | |
11.3.24 U : End di soffiu d'aria manuale
| 【Codice】 | 55H('U') |
| 【Funzione】 | Finale di soffiu d'aria manuale |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Ferma l'emissione di soffiu d'aria. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'U' | ETC | SUM | |
11.3.25 V: Iron Up manuale
| 【Codice】 | 56H('V') |
| 【Funzione】 | Stira manualmente |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | S'ellu riceve stu cumandamentu mentre l'operazione automatica si ferma, si alza u ferru. Ùn ghjudicà "Iron up / down sensor error limit" in questu cumandamentu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'V' | ETC | SUM | |
11.3.26 W: Iron Down manual
| 【Codice】 | 57H('W') |
| 【Funzione】 | Ferru manuale |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | S'ellu riceve stu cumandamentu mentre l'operazione automatica si ferma, cala u ferru. Ùn ghjudicà "Iron up / down sensor error limit" in questu cumandamentu. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'W' | ETC | SUM | |
11.3.27 Y: Stop d'emergenza
| 【Codice】 | 59H('Y') |
| 【Funzione】 | Stop d'emergenza |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Informa l'arrestu d'emergenza à u controller di saldatura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Y' | ETC | SUM | |
11.3.28 Z: Reset
| 【Codice】 | 5AH('Z') |
| 【Funzione】 | Resettate |
| 【Direzione】 | Controller esterno → Controller di saldatura |
| 【Dati】 | Nimu |
| 【Spiegazione】 | Informa u reset à u controller di saldatura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Z' | ETC | SUM | |
Assignazione I/O
12.1 Disposizione Terminale di u Connector
| Signal Name | |||
| 40 | 0V | 39 | |
| 38 | 0V | LINE MOVE END | 37 |
| 36 | SEL200 | 35 | |
| 34 | EXT24V | SEL100 | 33 |
| 32 | 24V | AIR BLOW | 31 |
| 30 | 24V | FERRO U/D | 29 |
| 28 | S- | 27 | |
| 26 | S+ | 25 | |
| 24 | RESET | 23 | |
| 22 | AUX OUT | STOP | 21 |
| 20 | START | 19 | |
| 18 | 17 | ||
| 16 | SEL64 | 15 | |
| 14 | IRON UNIT ERROR | SEL32 | 13 |
| 12 | ERRORE DI SALDATURA | SEL16 | 11 |
| 10 | ACK | SEL8 | 9 |
| 8 | FINI | SEL4 | 7 |
| 6 | CORRERA | SEL2 | 5 |
| 4 | PRONTU | SEL1 | 3 |
| 2 | EMR | EMR | 1 |
 Connettore XG4A-4034 (OMRON)
Connettore XG4A-4034 (OMRON)
- L'arnesi di cunnessione deve esse furnitu da l'utilizatori finali.
A fonte di energia è a polarità di l'I / O ponu esse cambiate da l'interruttore nantu à u circuitu.
| Numaru di Cambia | Cuntenuti | Quandu ON | Quandu OFF |
| DS1 | Cambiamentu di fonte di energia | Alimentazione esterna | Alimentazione interna |
| DS2 | Specificazioni di unità di output di u dispositivu esternu (PLC etc.) | NPN | PNP |
| DS3 | Specifica di l'unità di input di u dispositivu esternu (PLC ecc.) | PNP | NPN |
 Questi switch sò nantu à u circuitu in a tappa laterale sinistra di u controller.
Questi switch sò nantu à u circuitu in a tappa laterale sinistra di u controller.
12.2 Schema di circuitu internu (Diagramma di mudellu) 
Per tramindui a fonte di energia esterna è a fonte di energia interna, assicuratevi chì u valore attuale di u pin I / O deve esse usatu sottu a seguente cundizione;
Latu d'entrata Sottu 5mA Latu di uscita Sotto 100mA
Quandu a fonte di energia esterna hè aduprata, per piacè aduprà à u voltage in a gamma di 24V±10%.
12.3 Segnale di input digitale
| Pin No. | Nome di a terminal | Nome di signale | Descrizzione |
| 1 | EMR | Stop d'emergenza | A macchina si ferma in emergenza. Hè di solitu usatu ON di no voltage. Se sta terminale hè liberata, tutte l'operazione di saldatura si fermanu è u riscaldatore hè spente. Dopu l'accortamentu (quandu l'impostazione STA), inserite u signale di reset. |
| 2 | |||
| 3 | SEL1 | prug. selezziunà 1 | Selezziunà u numeru di cundizione di saldatura. Stabilite u numeru di cundizione di saldatura cumminendu cù SEL100 è SEL200 per numeru binariu. Hè stabilitu da ON. 000 Pulizia WK100 101~199 Saldatura a punta WK101~199 201~299 Saldatura a scorrimento WK201~299 301~399 Saldatura speciale WK301~399 Impostazione example Pulizia WK100: All OFF\ Saldatura a punta WK101: SEL100 è SEL1 sò ON Saldatura à scorri WK205: SEL200, SEL1, SEL4 sò ON |
| 5 | SEL2 | prug. selezziunà 2 | |
| 7 | SEL4 | prug. selezziunà 4 | |
| 9 | SEL8 | prug. selezziunà 8 | |
| 11 | SEL16 | prug. selezziunà 16 | |
| 13 | SEL32 | prug. selezziunà 32 | |
| 15 | SEL64 | prug. selezziunà 64 | |
| 19 | START | Segnale di partenza | Cumincia u funziunamentu automaticu.\ U signale hè ingressu da u sensoru, u switch, etc. (A larghezza di u pulsu minimu hè più di 100 ms.) Quandu l'output READY hè ON, accetta input. |
| 21 | STOP | Segnale di stop | L'operazione automatica si ferma.
(A larghezza di impulsu minima hè più di 100 ms.) |
| 23 | RESET | Reset signal | Ritorna da l'arrestu d'emergenza o a cundizione d'errore eccettu per l'errore di riscaldatore. Ingressu u signale dopu a liberazione di l'arrestu d'emergenza o a cundizione d'errore. (A larghezza di impulsu minima hè più di 100 ms.) (Per resettà l'Errore di Riscaldatore eccettu per l'Alarma di Temperatura, riavvia u dispusitivu.) |
| 25 | S+ | Saldatura avanzata | Alimenta u filu di saldatura in avanti da l'alimentatore. A velocità di alimentazione pò esse stabilita da Ms-speed di u paràmetru di u sistema. (Ùn inserite micca ON à u stessu tempu cù S-.) |
| 27 | S- | Alimentazione di saldatura inversa | Inverte u filu di saldatura à l'alimentatore. A velocità inversa pò esse stabilita da Ms-speed di u paràmetru di u sistema. (Ùn inserite micca ON à u stessu tempu cù S+.) |
| 29 | FERRO U/D | Unità di ferru su / giù | Funziona l'unità di ferru su è giù. ON: Ferru giù OFF: Ferru su |
| 31 | AIR BLOW | Colpu d'aria | Funziona un soffiu d'aria per a pulizia di punta in ON. |
| 33 | SEL100 | prug. selezziunà 100 | Selezziunà u numeru di cundizione di saldatura cumminendu cù SEL1 ~ 64. Quandu SEL100 hè ON cù SEL1 ~ 64, 100 hè aghjuntu. Quandu SEL200 hè ON cù SEL1 ~ 64, 200 hè aghjuntu. Quandu i dui SEL100 è SEL200 sò ON, 300 hè aghjuntu. |
| 35 | SEL200 | prug. selezziunà 200 | |
| 37 | LINE MOVE END | Fine di a saldatura di slide | Ferma a saldatura Easy Line di a saldatura Speciale. |
| 30 | 24V | uscita DC24V | Hè uscita DC24V da l'alimentazione interna di OMEGA. U max. A corrente di alimentazione hè 500mA. |
| 32 | |||
| 34 | EXT 24V | Input di alimentazione esterna | Ingressu 24V per alimentazione esterna. Quandu aduprate stu input, apre a tappa laterale è trascinate l'interruttore DIP nantu à u circuitu à u latu di l'ingressu esternu. L'interruttore DIP hè stallatu cum'è alimentazione interna in u paràmetru di fabbrica. |
- Quandu u tipu di paràmetru di u sistema hè stabilitu à COM / LAN, a funzione currisponde à ogni articulu di u segnu di input digitale ùn opera micca. (Eccettu per l'arrestu d'emergenza)
- Quandu u tipu di paràmetru di u sistema hè impostatu à I/O / LAN è se qualcunu di FEED+, FEED-, S+ è S- sò inseriti à u stessu tempu, opera cù seguitu l'input chì hè statu ricevutu prima. Ignora u signale chì hè statu ingressu dopu.
(Quandu hè stabilitu à LAN, ghjudicà utilizendu dati chì S+ & S- ricevuti da a cumunicazione Modbus TCP.) - ON Cuntattu ON OFF Cuntattu OFF
12.4 Segnale di output digitale
| Pin No. | Nome di a terminal | Nome di signale | Descrizzione |
| 4 | PRONTU | Segnale pronta | Si accende, quandu u funziunamentu automaticu hè prontu. |
| 6 | CORRERA | Segnale di corsa | Si accende durante u funziunamentu automaticu. |
| 8 | FINI | Segnale di fine di l'operazione | Si accende quandu u funziunamentu automaticu finisci. (tempu ON circa 100 ms) |
| 10 | ACK | Output ACK | Emette u timing di l'asse chì si move à a saldatura slide. Si accende, dopu à u tempu chì hè stabilitu in STEP 4 ACK di l'impostazione WK.. (tempu ON circa 100 ms) |
| 12 | ERRORE DI SALDATURA | Segnale di errore di saldatura | Produce à a saldatura shortage o saldatura intasata. Ritorna automaticamente, quandu u novu filu di saldatura hè rimpiazzatu à a saldaturatage. Eliminate a saldatura intasata è inserite u signale RESET à a saldatura shortage. |
| 14 | IRON UNIT ERROR | Segnale d'errore di unità di ferru | Si accende in u statu normale. Errore di temperatura: si spegne, quandu a temperatura supera a gamma di alarme di temperatura stabilita in u paràmetru di u sistema. A visualizazione torna in culore aranciu. L'errore hè liberatu automaticamente dopu chì a temperatura hè ricuperata. Unità di ferru U/D: Si spegne, quandu u sensoru di l'unità di ferru up/down ùn funziona micca. Input RESET signal after error cause sò risolti. |
| 22 | CONTRATTU | Uscita esterna 1 | Questa uscita hè per u cuntatore di colti di ferru. Si accende à a fine di u ciculu senza a pulizia. (tempu ON circa 100 ms) |
| 38 | 0V | 0V COM | U COM 0V hè cumunu à l'alimentazione interna è esterna. |
| 40 |
- Emette ancu quandu u tipu di paràmetru di u sistema hè stabilitu à ROB.
- Vede "13. Operazione di saldatura" nantu à u timing è a cundizione di a pruduzzioni.
Operazione di saldatura
L'operazione di saldatura opera cun seguitu un cumandamentu da u portu I / O, u portu di cumunicazione seriale o u portu di cumunicazione Ether.
Ùn pò micca aduprà u portu I / O è u portu di cumunicazione seriale à u stessu tempu.
Pò selezziunà quale portu (I / O, COM o LAN) deve esse usatu in "Tipu" di u paràmetru di u sistema.
Quandu riceve ogni signale d'infurmazione o cumandamentu chì ùn hè micca sceltu, hè ignoratu.
Cumincia l'operazione di saldatura dopu avè rilevatu HIGH di signal START. Dopu avè principiatu, aspetta finu à chì u valore di l'ingressu di a temperatura entre in u intervallu di u valore di sensibilità di u limite ottimali.
13.1 Operazione di Saldatura Puntu
13.1.1 Operazione di saldatura da u portu I / O
- Specificate un numeru di cundizione di saldatura da SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 è SEL200.
- Cumincià l'operazione di saldatura da u signale START. (U ritardu di più di 100 msec hè necessariu da a specificazione di u numeru di cundizione di saldatura)
- Quandu riceve u signale START, u signale READY diventa LOW.
- Quandu riceve u signale START, u signale RUNNING diventa High.
- Cumincia a saldari.
- Quandu a saldatura hè finita, COUNTER OUT hè emessa cum'è un impulsu.
- Dopu chì COUNTER OUT hè uscita cum'è un impulsu, END hè uscita cum'è un impulsu.
- Dopu chì u COUNTER OUT hè uscita cum'è un impulsu, u signale READY diventa High.
- Dopu chì u COUNTER OUT hè uscita cum'è un impulsu, u segnu RUNNING diventa LOW.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
L'operazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a 2ª temperatura di cuntrollu di a temperatura o di a temperatura di cunfigurazione.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Abbassa u ferru.
- Aspittà secondu u tempu di pre-riscaldamentu.
- Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà secondu u tempu di calore.
- Si alza u ferru.
- Cuntrolla a temperatura à a temperatura di cunfigurazione o di a temperatura di attesa. (Quandu u tempu d'attesa hè stabilitu, cuntrola a temperatura dopu à u tempu d'attesa passatu.)
13.1.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. 13.2 Operazione di Saldatura Slide
13.2 Operazione di Saldatura Slide
13.2.1 Operazione di saldatura da u portu I/O 
- Specificate un numeru di cundizione di saldatura da SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 è SEL200.
- Cumincià l'operazione di saldatura da u signale START. (U ritardu di più di 100 msec hè necessariu da a specificazione di u numeru di cundizione di saldatura)
- Quandu riceve u signale START, u signale READY diventa LOW.
- Quandu riceve u signale START, u signale RUNNING diventa High.
- Il se prépare à souder.
- Quandu a preparazione di saldatura hè finita, ACK hè uscita cum'è un impulsu.
- Cumincia a saldari.
- Quandu a saldatura hè finita, COUNTER OUT hè emessa cum'è un impulsu.
- Dopu chì COUNTER OUT hè uscita cum'è un impulsu, END hè uscita cum'è un impulsu.
- Dopu chì u COUNTER OUT hè uscita cum'è un impulsu, u signale READY diventa High.
- Dopu chì u COUNTER OUT hè uscita cum'è un impulsu, u segnu RUNNING diventa LOW.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
A preparazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a 2ª temperatura di cuntrollu di a temperatura o di a temperatura di cunfigurazione.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Abbassa u ferru.
- Aspittà secondu u tempu di pre-calore.
L'operazione di saldatura hè a seguente.
- Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà secondu u tempu di calore.
- Alimenta u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Si alza u ferru.
- Cuntrolla a temperatura à a temperatura di cunfigurazione o di a temperatura di attesa. (Quandu u tempu d'attesa hè stabilitu, cuntrola a temperatura dopu à u tempu d'attesa passatu.)
13.2.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. Cuntinuà da a pagina precedente
Cuntinuà da a pagina precedente 13.3 Operazione di saldatura di punti di saldatura speciale
13.3 Operazione di saldatura di punti di saldatura speciale
13.3.1 Operazione di saldatura da u portu I/O
Vede "13.1.1 Operazione di saldatura per portu I/O" nantu à u graficu di u timing è u timing.
L'operazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a 2ª temperatura di cuntrollu di a temperatura o di a temperatura di cunfigurazione.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Abbassa u ferru.
- Aspittà secondu u tempu di pre-calore.
- Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà secondu u tempu di calore.
- Alimenta u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Si alza u ferru.
- Cuntrolla a temperatura à a temperatura di cunfigurazione o di a temperatura di attesa. (Quandu u tempu d'attesa hè stabilitu, cuntrola a temperatura dopu à u tempu d'attesa passatu.)
13.3.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura.
13.4 Operazione di saldatura di diapositive di saldatura speciale
13.4.1 Operazione di saldatura da u portu I/O
Vede "13.2.1 Operazione di saldatura per portu I/O" per i dettagli di u graficu di u timing è u timing.
L'operazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a 2ª temperatura di cuntrollu di a temperatura o di a temperatura di cunfigurazione.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Abbassa u ferru.
- Aspittà secondu u tempu di pre-riscaldamentu.
- ①U tempu di a piscina di saldatura principia. Quandu hè cumpletu, ACK hè uscita cum'è un impulsu.
②Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
*Quandu ① è ② partenu à u stessu tempu è i dui finiscinu, hè cambiatu à a 2a inversione di saldatura. (Se ①U tempu di a piscina di saldatura hè più longu, quandu ② hè cumpletu, ferma l'alimentazione di filu di saldatura è aspetta finu à chì ① hè cumpletu.) - Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà secondu u tempu di calore.
- Alimenta u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Si alza u ferru.
- Cuntrolla a temperatura à a temperatura di cunfigurazione o di a temperatura di attesa. (Quandu u tempu d'attesa hè stabilitu, cuntrola a temperatura dopu à u tempu d'attesa passatu.)
13.4.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. 13.5 Operazione di Saldatura di Puntu di Saldatura Speciale (senza Movimentu di Ferru)
13.5 Operazione di Saldatura di Puntu di Saldatura Speciale (senza Movimentu di Ferru)
13.5.1 Operazione di saldatura da u portu I/O
Vede "13.1.1 Operazione di saldatura per portu I/O" per i dettagli di u graficu di u timing è u timing.
L'operazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a 2ª temperatura di cuntrollu di a temperatura o di a temperatura di cunfigurazione.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Abbassa l'unità di ferru.
- Aspittà secondu u tempu di pre-riscaldamentu.
- Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà secondu u tempu di calore.
- Alimenta u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a 3a quantità di saldatura / paràmetru di velocità.
- Cuntrolla a temperatura à a temperatura di cunfigurazione o di a temperatura di attesa. (Quandu u tempu d'attesa hè stabilitu, cuntrola a temperatura dopu à u tempu d'attesa passatu.)
13.5.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. 13.6 Saldatura Speciale Operazione di Saldatura Easy Slide
13.6 Saldatura Speciale Operazione di Saldatura Easy Slide
13.6.1 Operazione di saldatura da u portu I/O 
- Specificate un numeru di cundizione di saldatura da SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 è SEL200.
- Cumincià l'operazione di saldatura da u signale START. (U ritardu di più di 100 msec hè necessariu da a specificazione di u numeru di cundizione di saldatura)
- Quandu riceve u signale START, u signale READY diventa LOW.
- Quandu riceve u signale START, u signale RUNNING diventa High.
- Il se prépare à souder.
- Quandu a preparazione di saldatura hè finita, ACK hè uscita cum'è un impulsu.
- Cumincia a saldari.
- Quandu si rileva u segnu LIVE MOVEEND, compie a saldatura.
- Quandu a saldatura hè finita, COUNTER OUT hè emessa cum'è un impulsu.
- Dopu chì COUNTER OUT hè uscita cum'è un impulsu, END hè uscita cum'è un impulsu.
- Dopu chì u COUNTER OUT hè uscita cum'è un impulsu, u signale READY diventa High.
- Dopu chì u COUNTER OUT hè uscita cum'è un impulsu, u segnu RUNNING diventa LOW.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
A preparazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a 2ª temperatura di cuntrollu di a temperatura o di a temperatura di cunfigurazione.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Abbassa u ferru.
- Aspittà secondu u tempu di pre-calore.
L'operazione di saldatura hè a seguente.
- Alimenta u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà u signale di cumpiimentu di saldatura.
- Inverte u filu di saldatura in cunfurmità cù a 2ª quantità di saldatura / paràmetru di velocità.
- Aspittà secondu u tempu di calore.
- Si alza u ferru.
- Cuntrolla a temperatura à a temperatura di cunfigurazione o di a temperatura di attesa. (Quandu u tempu d'attesa hè stabilitu, cuntrola a temperatura dopu à u tempu d'attesa passatu.)
13.6.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura.
 13.7 Operazione di Pre-saldatura Speciale di Saldatura
13.7 Operazione di Pre-saldatura Speciale di Saldatura
13.7.1 Operazione di saldatura da u portu I/O
- Specificate un numeru di cundizione di saldatura da SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 è SEL200.
- Cumincià l'operazione di saldatura da u signale START.
(U ritardu di più di 100 msec hè necessariu da a specificazione di u numeru di cundizione di saldatura) - Quandu riceve u signale START, u signale READY diventa LOW.
- Quandu riceve u signale START, u signale RUNNING diventa High.
- Cumincia a pre-saldatura.
- Quandu a pre-saldatura hè finita, END hè uscita cum'è un impulsu.
- Quandu a pre-saldatura hè finita, u signale READY diventa High.
- Quandu a pre-saldatura hè finita, u signale RUNNING diventa LOW.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
L'operazione di saldatura hè a seguente.
- Cuntrolla a temperatura à a temperatura impostata.
- Alimenta u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
- Inverte u filu di saldatura in cunfurmità cù a prima quantità di saldatura / paràmetru di velocità.
13.7.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. 13.8 Funzionamentu di Temperature Set di Saldatura Speciale
13.8 Funzionamentu di Temperature Set di Saldatura Speciale
Lorsqu'il exécute l'opération Set Temp, écrase une température de réglage pour Set Temp à une température normale.
13.8.1 Operazione Range
Quandu a temperatura diventa in a gamma di l'Alarm Temperature Range High è l'Alarm Temperature Range Low, u signale END hè uscita.
Quandu hè digià in u range, u signale END hè urdinatu immediatamente.  * Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
13.8.2 Impostazione di l'operazione di valore
Quandu a temperatura hè ghjudicata cum'è a temperatura ottima per a temperatura di cunfigurazione (SV), u signale END hè uscita. * Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
13.8.3 No Check Operation
U signale END hè emessu immediatamente dopu à u principiu. In questu tempu, u signale READY resta BASSU. Quandu a temperatura diventa in a gamma di Alarm Temperature Range High è Alarm Temperature Alarm Low, signal READY diventa High. Quandu hè digià in u range, u signale READY diventa High immediatamente. * Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
13.8.4 Set Temp Operation da Serial Communication Port
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. In l'operazione Range è l'operazione No Check, quandu "Alarm Temperature Range Low < PV < Alarm Temperature Range High", a risposta di f cumanda torna 0. Quandu fora di questu, torna 1.
In l'operazione Range è l'operazione No Check, quandu "Alarm Temperature Range Low < PV < Alarm Temperature Range High", a risposta di f cumanda torna 0. Quandu fora di questu, torna 1.
In l'operazione di Setting Value, quandu PV hè ghjudicatu cum'è a temperatura ottima, a risposta di u cumandamentu torna 0. Quandu fora di questu, torna 1.
13.9 Operazione di pulizia
13.9.1 Operazione di saldatura da u portu I/O 
- Specificate un numeru di cundizione di saldatura da SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 è SEL200.
- Cumincià l'operazione di saldatura da u signale START. (U ritardu di più di 100 msec hè necessariu da a specificazione di u numeru di cundizione di saldatura)
- Quandu riceve u signale START, u signale READY diventa LOW.
- Quandu riceve u signale START, u signale RUNNING diventa High.
- Si principia a pulizia.
- Quandu a pulizia hè finita, END hè uscita cum'è un impulsu.
- Quandu a pulizia hè finita, u signale READY diventa High.
- Quandu a pulizia hè finita, u segnu RUNNING diventa LOW.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
L'operazione di pulizia hè a seguente.
- U ferru hè risuscitatu o calatu secondu u paràmetru.
- U colpu di l'aria hè attivatu durante u tempu di cunfigurazione.
- Aspittà finu à u tempu di stallazione dopu à u soffiu d'aria.
- Quandu l'impostazione di pulizia hè impostata à Down, u ferru hè risuscitatu. (Quandu l'impostazione di pulizia hè impostata à Up, u ferru resta alzatu.)
13.9.2 Operazione di saldatura da u portu di cumunicazione seriale
Hè bisognu à stabilisce in anticipu un numeru WK adattatu in a cundizione di saldatura. Se eseguisce a pulizia in a pusizione chì u ferru hè abbassatu, u ferru si move in cima dopu chì a pulizia hè finita.
Se eseguisce a pulizia in a pusizione chì u ferru hè abbassatu, u ferru si move in cima dopu chì a pulizia hè finita.
Se eseguisce a pulizia in a pusizione chì u ferru hè risuscitatu, u ferru resta alzatu dopu chì a pulizia hè finita.
13.10 Operazione di errore
13.10.1 Funzionamentu STOP (Arreta normale) 
- Quandu detecta u signalu STOP durante l'operazione automatica, ferma a saldatura è u signale RUNNING diventa BASSU.
- Quandu circa. 400ms hè passatu dopu avè rileva u signalu STOP, u signale READY diventa High.
- Dopu chì u signale READY hè diventatu High, hè pussibule di principià à saldarà da u signale START.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
- Quandu detecta u signalu STOP durante l'operazione automatica, ferma a saldatura è u signale RUNNING diventa BASSU.
- Quandu circa. 400ms hè passatu dopu avè rileva u signalu STOP, u signale READY diventa High.
- Dopu chì u signale READY hè diventatu High, hè pussibule di principià à saldarà da u signale START.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
- Quandu detecta u signalu EMR, ferma a saldatura è u signale RUNNING diventa BASSU.
- Quandu detecta BASSU di u segnu EMR, u signale END hè uscita.
- Quandu detecta u signale RESET in a cundizione chì u signale EMR hè High, u signale READY diventa High.
- Dopu chì u signale READY hè diventatu High, hè pussibule di principià à saldarà da u signale START.
- Quandu detecta BASSU di u segnu EMR, a funzione di cuntrollu di temperatura diventa ancu OFF.
- Quandu u signale READY diventa High, cumencia à cuntrullà a temperatura di novu.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
10.3 Operazione ERRORE DI SALDATURA (Solder Shortage, Saldatura intasata) 
- Quandu detecta shor di saldaturatage o saldatura intasata, u signale di SALDER ERROR diventa High.
- Quandu detecta shor di saldaturatage o saldatura intasata, u segnale RUNNING diventa Low.
- Quandu detecta shor di saldaturatage o saldatura intasata, END signale hè outputed.
- Quandu detecta u signale RESET, u signale READY diventa High.
- Quandu detecta u signale RESET, u signale di SALDER ERROR diventa Low.
- Dopu chì u signale READY hè diventatu High, hè pussibule di principià à saldarà da u signale START.
- Quandu detecta shor di saldaturatage o saldatura intasata, a funzione di cuntrollu di temperatura diventa ancu OFF.
- Quandu u signale READY diventa High, cumencia à cuntrullà a temperatura di novu.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
13.10.4 IRON UNIT ERROR Operation (Erreur de température du fer) 
- Quandu a temperatura di a punta di ferru hè fora di a gamma di temperatura di l'alarma, ferma a saldatura.
- Quandu a temperatura di a punta di ferru supera a gamma di temperatura di l'alarme, u signale IRON UNIT ERROR diventa Low.
- Quandu a temperatura di a punta di ferru hè fora di a gamma di temperatura di l'alarma, u signale RUNNING diventa Low.
- Quandu a temperatura di a punta di ferru hè oltre l'intervallu di temperatura di l'alarma, u signale END hè uscita.
- A temperatura di a punta di ferru hè fora di a gamma di temperatura di l'alarme, u signale IRON UNIT ERROR diventa High.
- Quandu a temperatura di a punta di ferru righjunghji a temperatura di l'alarma limite superiore o più, a funzione di cuntrollu di temperatura diventa OFF.
- Quandu hè al di là di a temperatura di l'alarme di u limitu superiore, s'ellu diventa più bassu di a temperatura di l'alarme di u limitu superiore è u signale IRON UNIT ERROR diventa High, cumencia à cuntrullà a temperatura di novu.
- Quandu a temperatura di a punta di ferru diventa più bassu di a temperatura di l'alarma limitu più bassu, cuntinueghja à cuntrullà a temperatura.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
13.10.5 Funzionamentu IRON UNIT ERROR (Errore Sensor)
- Quandu eseguisce u cuntrollu per l'alzà o calà u ferru, se l'operazione ùn hè micca cumpleta in u tempu stabilitu da u limitu di errore di u sensoru di ferru up / down, diventa errore di sensor.
- Quandu si verifica l'errore di u sensoru, ferma a saldatura.
- Quandu l'errore di u sensoru si verifica, u signale IRON UNIT ERROR diventa Low.
- Quandu l'errore di u sensoru si verifica, u signale RUNNING diventa Low.
- Quandu si verifica l'errore di u sensoru, u signale END hè uscita.
- Quandu detecta u signale RESET, u signale READY diventa High.
- Quandu u signale READY diventa High, hè pussibule di inizià l'operazione da u signale START.
- Quandu si verifica un errore di sensore, a funzione di cuntrollu di temperatura diventa OFF.
- Quandu u signale READY diventa High, cumencia à cuntrullà a temperatura di novu.
* Ùn hè micca necessariu chì u signale START hè uscita cum'è un impulsu. (Eccettu per l'operazione LAN)
Funzione Spiegazione
14.1 Impostazione di guadagnu di correzione PV
[Funzione]
Quandu a funzione di correzione PV (PVF1) hè "0", multiplica un PV d'ingressu (valore di input di temperatura) per un valore di correzione.
[Setting Example]
Quandu PV hè 100 ℃, se l'impostazione di guadagnu di correzione PV hè stabilita à 1.200 (volte), pò curregà PV à "100 ℃ (prima di correzione PV) × 1.200 volte = 120 ℃".
 14.2 PV Correction Zero Setting
14.2 PV Correction Zero Setting
[Funzione] Quandu a funzione di correzione PV (PVF1) hè "0", multiplica un PV input (valore di input di temperatura) per un valore di correzione.
[Setting Example]
Quandu PV hè 100 ℃, se l'impostazione zero di correzione PV hè impostata à 10 (℃), pò corregge PV à "100 ℃ (prima di correzione PV) + 10 ℃ = 110 ℃".
* A formula chì combina "impostazione di guadagnu di correzione PV" è "impostazione zero di correzione PV" hè a seguente; "(PV prima di currezzione × paràmetru di guadagnu di correzione PV) + paràmetru zero di correzione PV = PV dopu a correzione"
14.3 PV XY dui punti Correction Setting
[Funzione]
Quandu a funzione di currezzione PV (PVF1) hè "1", pò curregge PV decidendu qualsiasi dui punti di valore di input in a gamma di input.
[Setting Example]
Quandu PV hè 100 ℃, si mette à 120 ℃ è quandu PV hè 300 ℃, si mette à 250 ℃
Prima di correzione:PX1=100(℃)、PX2=300(℃)
Dopu a correzione:PY1=120(℃)、PY2=250(℃)
Fixendu cum'è sopra, pò esse corrette cum'è u disegnu sottu.  14.4 Funzione Auto Tuning
14.4 Funzione Auto Tuning
funzione]
L'Auto Tuning hè a funzione chì esegue l'operazione ON / OFF à un ughjettu di cuntrollu di forza è calcula automaticamente un paràmetru PID ottimale à a temperatura impostata automaticamente è u stabilisce.
U paràmetru PID hè salvatu automaticamente dopu chì a sintonizazione automatica hè normalmente finita.  14.5 Loop Error Function
14.5 Loop Error Function
funzione]
Hè a funzione chì rileva un errore di output.
Quandu si soddisfà a soglia di l'errore di loop PV è a soglia di l'impostazione di quantità operativa di errore di Loop, ghjudica a variazione PV per ogni paràmetru di u tempu di errore di loop.
Quandu a variazione PV hè più chjuca di l'errore di loop Variazione PV, detecta un errore di loop.
Quandu u paràmetru di variazione di l'errore di Loop hè "0", eseguisce solu ghjudiziu di u tempu da l'impostazione di u tempu di errore di Loop.
Detecta un errore di loop quandu l'impostazione di soglia PV di l'errore di loop satisfacente è u sogliu di l'impostazione di quantità di operazione di errore di loop supera l'impostazione di u tempu di errore di loop.
Operazione Example]
Risoluzione di prublemi
15.1 Prublemu Principale, Ragione di fallimentu è Soluzione Recommended
| Prublemu | Ragione di Fiascu | Soluzione cunsigliata |
|
OMEGA ùn riceve micca u putere |
U codice di putenza hè disconnected. | Verificate a cunnessione di u cordone di alimentazione. |
| U fusible hè brusgiatu. | Sustituisci cù un 3 Amp fusible. | |
| Control PCB hè dannatu. | Cuntattate Apollo Seiko o a nostra agenzia per a riparazione. | |
| A punta di ferru ùn riscalda micca bè | U riscaldatore hè rottu. | Sustituitu cù un novu calefactor. |
| U connettore di u riscaldatore hè disconnected. | Verificate a cunnessione di u riscaldatore. | |
| U cable di riscaldamentu hè rottu. | Sustituitu cù un novu cable calefactor. | |
| A punta hè à a fine di a vita. | Sustituitu cù una nova punta di ferru. | |
| U paràmetru ùn hè micca propiu. | Verificate u paràmetru di u sistema è inserite u valore propiu. | |
| Control PCB hè dannatu. | Cuntattate cù Apollo Seiko o a nostra agenzia per a riparazione. | |
| A saldatura ùn hè micca alimentata bè. | A leva di liberazione hè a pusizione superiore. | Abbassà a leva di liberazione. |
| A lama di taglio di alimentazione hè in rallentamentu. | Aghjustate a pusizione di a lama di taglio. | |
| L'impostazione di velocità hè "0". | Verificate u paràmetru di u sistema. | |
| U mutore hè dannatu. | Cuntattate Apollo Seiko o a nostra agenzia per a riparazione. | |
| Control PCB hè dannatu. | Cuntattate Apollo Seiko o a nostra agenzia per a riparazione. | |
| U regulatore di temperatura ùn pò micca esse aghjustatu. | U riscaldatore hè rottu. | Sustituitu cù un novu calefactor. |
| U controller di temperatura hè dannatu. | Cuntattate Apollo Seiko o a nostra agenzia per a riparazione. | |
| U cable di riscaldamentu hè rottu. | Sustituitu cù un novu cable. | |
| U cable calefactor hè disconnected. | Verificate a cunnessione di u cable. | |
| L'anormalità di a temperatura ùn sparisce micca. | U controller di temperatura hè dannatu. | Cuntattate Apollo Seiko o a nostra agenzia per a riparazione. |
| U valore di l'alarma di temperatura superiore/bassa ùn hè micca propiu. | Verificate u paràmetru di u sistema è inserite u valore propiu. | |
| L'unità di ferru ùn si move micca in su / giù. | L'aria ùn hè micca furnita à l'unità. | Verificate l'alimentazione d'aria. |
| Control PCB hè dannatu. | Cuntattate Apollo Seiko o a nostra agenzia per a riparazione. | |
| OMEGA ùn funziona micca da l'ingressu I/O. | U tipu di paràmetru di u sistema hè sbagliatu. | Set u tipu "STA", eccettu per cumminà u robot APOLLO SEIKO. |
| U pannellu touch hè attivatu ancu s'è a fonte di energia hè spenta. | A fonte di energia 24V hè furnita à 30, 32, 38 è 40 pin di I/O. | Quandu hè utilizatu da a fonte di energia esterna I/O, mette DS1 à ON (consultate 12.1 Disposizione di Terminale di u Connettore). Allora cunnette 24V di a fonte di energia esterna à 34 pin di I / O, 0V di a fonte di energia esterna à 38 o 40 pin. |
15.2 Lista di missaghji d'errore
| Innò. | Err No. | Descrizzione | Cundizione d'occurrence / Cundizione di ricuperazione | |
| 1 | Err 0 | ERRORE DI MEMORIA | Cundizione d'occurrence Cundizione di ricuperazione Funzionamentu Cundizione d'occurrence | :EEPROM hà un errore quandu accende u putere. Riparate a scheda PCB. Ùn pò micca operà. : Ci hè un errore in u circuitu di input. |
| 2 | Err 1] | ERRORE A/D | Operazione di cundizzioni di ricuperazione | : Funzionamentu di u pannellu tattile o input di signale RESET : Se rileva un errore, ferma immediatamente l'operazione. |
| 3 | Err 2 | ERRORE AUTO TUNING | Cundizione d'occurrence Cundizione di Recuperazione |
: L'output ùn cambia per 5 minuti o più durante a sintonizazione automatica. Hè firmatu da un altru errore. Funzionamentu di u pannellu tattile o input di signale RESET |
| 4 | Err 3 | ISCONNECT OF SENSOR | Operazione Cundizione d'occurrence Cundizione di ricuperazione Operazione |
: Se rileva un errore, ferma immediatamente l'operazione. : L'entrée de température de contrôle est déconnectée. Funzionamentu di u pannellu tattile o input di signale RESET S'ellu rileva un errore, ferma immediatamente u funziunamentu. |
| Cundizione d'occurrence | : A temperatura di misura hè menu di -50 ℃ o | |||
| 5 | Err 4 | ERRORE SENSORE | Cundizione di Recuperazione |Upirazione Cundizione d'occurrence |
A temperatura di misurazione hè menu di -50 ℃ o più di 600 ℃. Funzionamentu di u pannellu tattile o ingressu di signale RESET U cuntrollu hè fermatu. |
| 6 | Err 5 | BURNOUT RISCALDATORE | Cundizione di Recuperazione | A temperatura di misurazione ùn hà micca cambiatu una temperatura fissa in un periodu fissu. Funzionamentu di u pannellu tattile o inserimentu di signale RESET Se detecta un errore, ferma immediatamente u funziunamentu. |
| Operazione | S'ellu rileva un errore, ferma immediatamente u funziunamentu. | |||
| 7 | Err 6 | ERRORE INTERNA COMM | Cundizione d'occurrence Operazione di cundizzioni di ricuperazione |
: U tavulinu di cuntrollu è u tavulinu di visualizazione ùn puderanu micca cumunicà bè per cinque seconde eccettu per a pantalla iniziale. Si accende di novu o a cumunicazione pò esse riavviata bè. S'ellu rileva un errore, ferma immediatamente u funziunamentu. |
| 8 | Err 10 | EMERGENZIE | Cundizione d'occurrence Cundizione di ricuperazione Cundizione d'occurrence di l'operazione |
Rileva chì u signale di arrestu d'emergenza hè inseritu. Riceve "Cumanda di arrestu d'emergenza" mentre l'operazione COM (RS-232C). Funzionamentu di u pannellu tattile o ingressu di u signale RESET quandu u signale di stop d'emergenza hè OFF. Vede "13.10.2 Operazione EMR (Arreta d'Emergenza)" U cuntrollu di a temperatura si ferma. U valore di l'ingressu di a temperatura hè più di l'intervallu di temperatura di l'Alarm High. U cuntrollu di a temperatura hè in esecuzione: Temperature |
| 9 | Err 11 | ERRORE RISCALDATORE | Operazione di cundizzioni di ricuperazione | U cuntrollu di a temperatura si ferma. U valore di l'ingressu di a temperatura hè più di l'intervallu di temperatura di l'Alarm High. U cuntrollu di a temperatura hè in esecuzione: u valore di l'ingressu di a temperatura hè menu di a gamma di temperatura di l'alarme Bassa o più di a gamma di temperatura di l'alarme High. (eccettu durante u cuntrollu di a temperatura di u 2u paràmetru di cuntrollu di temperatura.) * Quandu hè menu di a gamma di temperatura di l'alarme Bassa immediatamente dopu à u principiu di u cuntrollu di a temperatura, ERRORE HEATER ùn hè micca accadutu. (Sequenza d'attesa) Si entra in una gamma di temperatura di Alarm, o operante di u pannellu touch. Quandu u valore di l'ingressu di a temperatura hè più altu di a gamma di temperatura di l'Alarm High: Se detecta un errore, si ferma immediatamente. Quandu u valore di l'ingressu di a temperatura hè menu di a gamma di alarme: Cuntinueghja à cuntrullà. |
| Innò. | Err No. | Descrizzione | Cundizione d'occurrence / Cundizione di ricuperazione | |
| 10 | Err 12 | SALDATURA CORTATAGE | Cundizione d'occurrence Recovery Condition Operation | Detecta u shor di saldaturatage. RESET signal input Vede "13.10.3 Operazione ERRORE DI SALDATURA (Solder shortage / Soudure obstruée) |
| 11 | Err 13 | SALDATURA BUSTA | Cundizione d'occurrence Recovery Condition Operation | Rileva saldatura intasata. Funzionamentu di u pannellu tattile o input di signale RESET Vede "13.10.3 Operazione ERRORE DI SALDATURA (Solder shortage / Soudure obstruée) |
| 12 | Err 14 | U TEMPU DI SENSORE SUPERIOR OVER | Cundizione d'occurrence Recovery Condition Operation | Ùn pò micca detectà a pusizione superiore di u ferru in u tempu di cunfigurazione di U / D Time dopu chì a dumanda di ferru up / down hè stata emessa. Funzionamentu di u pannellu tactile o ingressu di u signale RESET Consultate "13.10.5 Funzionamentu ERRORE UNITÀ IRON (Errore Sensor)" |
| 13 | Err 15 | TEMPU SENSORE BASSU OVER | Cundizione d'occurrence Recovery Condition Operation | Ùn pò micca detectà a pusizione più bassa di u ferru in u tempu di cunfigurazione di U / D Time dopu chì a dumanda di ferru up / down hè stata emessa. Funzionamentu di u pannellu tactile o ingressu di u signale RESET Consultate "13.10.5 Funzionamentu ERRORE UNITÀ IRON (Errore Sensor)" |
| 14 | Err 16 | ERRORE DI SCRITTURA | Cundizione d'occurrence Recovery Condition Operation | U pannellu di cuntrollu ùn pò micca riceve u valore di paràmetru chì hè inseritu da u pannellu di u pannellu di visualizazione bè. Funzionamentu di u pannellu tattile o inserzione di signale RESET Cuntinueghja u funziunamentu automaticu è u cuntrollu di l'output di u riscaldatore. |
| 15 | Err 17 | ERRORE DI CARICA | Cundizione d'occurrence: Operazione di Condizione di Recuperazione | Quandu a transizione di a schermu di a pantalla di Parametri di u Sistema, a pantalla di Configurazione di Condizioni di Saldatura è a pantalla di Sintonizazione Auto, ùn pò micca riceve un valore currettu da a scheda di cuntrollu. Funzionamentu di u pannellu tattile o inserzione di signale RESET Cuntinueghja u funziunamentu automaticu è u cuntrollu di l'output di u riscaldatore. |
- U valore ùn hè micca fissatu quandu eseguisce per leghje u valore di paràmetru da a cumunicazione esterna mentre l'errore di memoria si trova.
- L'arrestu di u funziunamentu hè in u statu di u manuale d'istruzzioni OMEGA-1 "10.1.1 Arresta di l'operazione automatica".:
Lista di codici ASCII
| Supra
Bassa |
00 ore | 10 ore | 20 ore | 30 ore | 40 ore | 50 ore | 60 ore | 70 ore |
| 00 ore | NUL | DLE | spaziu | 0 | @ | P | ` | p |
| 01 ore | SOH | DC 1 | ! | 1 | A | Q | a | q |
| 02 ore | STX | DC 2 | " | 2 | B | R | b | r |
| 03 ore | ETC | DC 3 | # | 3 | C | S | c | s |
| 04 ore | EOT | DC 4 | $ | 4 | D | T | d | t |
| 05 ore | ENQ | NAK | % | 5 | E | U | e | u |
| 06 ore | ACK | SYN | & | 6 | F | V | f | v |
| 07 ore | BEL | ETB | ' | 7 | G | W | g | w |
| 08 ore | BS | CAN | ( | 8 | H | X | h | x |
| 09 ore | HT | EM | ) | 9 | I | Y | i | y |
| 0 Ah | LF | SUB | * | : | J | Z | j | z |
| 0 Bh | VT | ESC | + | ; | K | [ | k | { |
| 0 Ch | FF | FS | , | < | L | ¥ | l | | |
| 0 Dh | CR | GS | – | = | M | ] | m | } |
| 0 Eh | SO | RS | . | > | N | ^ | n | ~ |
| 0 Fh | SI | US | / | ? | O | _ | o | DEL |
* Cumu vede a Lista di Codici ASCII
(Codice ASCII) = (Super) + (Inferiore) per esempiu) Quandu "A": (41h) = (40h) + (01h) Quandu "m": (6Dh) = (60h) + (0Dh)
Mantenimentu
L'articuli di l'esigenza di ispezione di ogni ghjornu sò i seguenti:
Nota: quandu l'ispezione, spegne u putere è rinfriscà a punta di ferru.
- Esistenza di filu di saldatura: Se u filu di saldatura ùn hè micca abbastanza, cambiate per un novu.
- Usura di punta di ferru
Se u risultatu di a saldatura diventa instabile, cambiallu in un novu. U tempu di vita di a punta di ferru dipende da u tempu di riscaldamentu, u puntu di alimentazione di saldatura è a velocità.
Rottura di riscaldatore - I causi di una rottura di riscaldatore quandu u lamp per l'indicazione di l'errore di temperatura hè attivatu è u regulatore di temperatura hè normale sò i seguenti:
(1) A rottura di riscaldatore. Cambia a cartuccia di ferru
(2) A rottura di u cordone di relé. Cambia u cordone di ferru.
(3) A punta di ferru hè purtata. Cambia a cartuccia di ferru - Pressione d'aria
Assicuratevi chì a pressione di l'aria hè adatta. (0.4-0.6MPa) 5) Clog of the tube set Se a cima (exit side) di u tubu set clog cun un flussu o filu di saldatura, per piacè sguassate è pulite cù l'alcool. - Movimentu su / giù Assicurati chì u muvimentu up / down di l'unità di ferru di l'unità di ferru hè liscia. Inoltre, assicuratevi s'ellu ùn ci hè micca flussu attaccatu in e parti in muvimentu.
- Lama di taglio è rullo di pinzatura per l'alimentazione di filu di saldatura Assicuratevi chì u flussu o a saldatura ùn aderisce micca à e parti sopra. Sì cusì, pulizziate cù una spazzola di filu suave (ottone) è alcolu.
- Dopu ogni 5,000 punti di saldatura Verificate a temperatura di a punta di saldatura cù un termometru. Se ci hè una differenza trà a temperatura misurata è attuale, fate a calibrazione di TCL1 in u paràmetru di u sistema.
- Ogni mese Assicuratevi chì un filu di saldatura passa per u tubu di filu di saldatura. Se no, pulite u tubu internu o rimpiazzate.
- Ogni annu Mandate u termometru à un agentu autorizatu per a calibrazione.
Ajuste è allineamentu di l'alimentatore ZSB (Opzione)
(In casu di Pinch Roller, aghjustate solu l'altezza.)
Aghjustate l'alimentatore ZSB cum'è seguente:
A prufundità di taglio di a lama ZSB deve esse aghjustata bè per u funziunamentu bè. Aghjustate è pulite ogni volta prima di l'usu.
- Eliminate a tappa dopu avè persu cinque viti di fissazione.

- Allentate a vite di serratura "1" per l'allineamentu di l'arbre di a lama di taglio è a noccia di taratura "2" per aghjustà a pusizione di l'arbre. Allora move a pusizioni di l'arburetu di a lama per currisponde à u centru di a lama di taglio è a V grove di u rullu inferiore.

- Stringere a vite di serratura "1".
- Attach the reel pin as it stays without the cover, and then set the souder wire.

- Spingete a leva avanti/inversa è alimenta u filu di saldatura, dopu assicuratevi chì a lama di taglio facia buchi in u centru di u filu di saldatura. Se i buchi ùn eranu micca in u centru, aghjustate a pusizione di l'arburu di a lama di taglio, poi alimentate u filu di saldatura è verificate.

- Tagliate u filu di saldatura cù i buchi perpendicularmente è verificate a sezione trasversale. Assicuratevi chì a lama di taglio penetra in u core di flussu.
Se a prufundità di tagliu ùn era micca abbastanza o troppu prufonda, allughjà a noce "4" è aghjustate a vite di regulazione "3" per chì a prufundità di taglio penetre in u core di flussu.
Dopu chì alimentate a saldatura di novu, tagliate u filu è verificate a sezione trasversale di novu.
- Completa l'ajustamentu di l'allineamentu è a prufundità di a lama di taglio è aumenta a temperatura di a punta di ferru. Allora, fondu u filu di saldatura cù i buchi. È assicuratevi chì u flussu esce da i buchi.

- Rimettite a copertina è strincete cinque viti.
Manipulazione di punta di ferru
Introduzione
A saldatura hè una tecnica chì cunnetta un metallu à un altru metallu per reazzione di lega.
U materiale di saldatura si scioglie, ma u materiale matri (pezzi di metallu nantu à u pezzu di travagliu) ùn si funnu mai per saldatura.
Ci hè trè fatturi impurtanti (Tre grandi fattori di saldatura) per a reazione di l'alia cum'è seguita:
Pulisce a superficia metallica
Formazione di una strata di lega chì fondendu a saldatura è cunnessu à a superficia di metalli Fonte di calore chì deve esse mantinuta à una temperatura adatta per furmà una strata di lega per saldatura.
A punta di ferru di saldatura hè ligata à a furmazione di a capa di lega è a fonte di calore. Dunque, hè assai impurtante per una bona cura di punta di saldatura per fà una saldatura stabile.
A punta di saldatura Apollo (mudellu DS, DN, SB, SG è DX) hà realizatu l'altu rendiment è a longa vita utilizendu u ramu senza ossigenu cum'è un materiale madre cù un ferru speciale è attentu dopu à u trattamentu.
Di solitu, a vita di a punta hè di circa 20,000 380 punti. Tuttavia, s'ellu hè usatu à più di XNUMX C o
se saldatura cù una mala pusizioni di alimentazione di saldatura, a vita hè accurtata assai à circa 5,000 punti causata da "Corrusione di piastra di ferru". Dunque, per piacè aduprate cù cundizioni adattati.
- Aghjunghjite una punta di ferru, allora u revestimentu di resina di vinile nantu à a punta di ferru hè crepatu è sbuchjate durante a temperatura chì aumenta. Per piacè aduprate dopu avè fattu a pre-saldatura da a saldatura cumpresu u flussu.
- A punta di ferru deve esse piazzata à u stand di ferru dopu a pre-soldatura nantu à a punta di ferru. Se a punta hè lasciata à u stand senza saldatura dopu a pulizia, a punta s'ossida è ùn pò micca esse bagnata cù a saldatura.

- Se u flussu o alcuni residui d'ossidu sò stati lasciati nantu à a punta di ferru, per piacè sguassate cù u spinu di un tagliu cum'è un cutter ligeramente. Ùn file a punta di ferru perchè u ferru di placcatura pò esse sbucciatu, allora a punta di ferru ùn pò micca esse bagnata cù a saldatura.
Sì una punta ùn hè micca bagnata cù a saldatura...
Eliminate a pre-saldatura nantu à a punta completamente.
Spazzola ligeramente a punta di ferru cù una spazzola di filu di ottone.
Melt una nova saldatura chì include u flussu nantu à a punta o immergete a punta di ferru in una pignatta di saldatura. Eliminate a saldatura inutile cù una spugna umida. Fate prestu a pre-saldatura
A punta sarà bagnata cù saldatura da u prucessu sopra.
- Verificate a punta di ferru cù l'ochji ogni tempu fissu
L'ossidu hè lasciatu nantu à a punta di ferru. Studiu di u numeru di pulizia di colpu d'aria. "Saldatura di saldatura" supera l'area di saldatura. Un malfunzionamentu hè accadutu da a levazione di una corrosione da l'elementu di cloru in flussu. Sustituisce a punta di ferru.
Mal flussu di saldatura Eliminate a pre-saldatura nantu à a punta di ferru cumpletamente. Cool it à a temperatura di l'ambienti è sguassate l'ossidazione da un carta di sabbia. Allora riavviate è fate pre-saldatura à a superficia di a punta di ferru durante a temperatura crescente. Trasfurmazione di punta di ferru Bisognu di cambià a punta di ferru da a corrosione di l'elementu di cloruru in flussu è u fenomenu di usura. - Verificate u difettu di saldatura
| Imperfezzione di a cunnessione elettrica da a membrana di flussu. | Pulite a superficia è fate a temperatura di punta di ferru alta è riscalda più longu. |
| Superficie di saldatura rugosa | Stu difettu si trova se a temperatura di u calore hè alta o bassa. Aghjustate à a temperatura propria. |
| A saldatura sguassate è esce perchè a saldatura ùn si scioglie. | Shortage di calore |
| Flussu di saldatura | Puderia esse un malfunzionamentu se a temperatura di riscaldamentu hè alta, u tempu di riscaldamentu hè longu o a quantità di saldatura eccedente hè furnita. |
Ci sò parechji difetti di saldatura eccettu quelli sopra citati cusì: "Solder shortage", "Icicle", "Solder excess", "Burning film" etc.
Per piacè selezziunate una cundizione adatta vedendu i stati di saldatura.
Cumu cambià a punta di ferru
DX-Tipu, X-*** 
- Assicuratevi di "spegne" l'unità è lasciate chì a cartuccia di ferru (DX-HET è X-tip) si raffredda. Abbassà u DCX-HET è l'X-tip..
- Tirate l'X-tip da DX-HET.

- Asciugà a sostanza inibitore di ardenti appiccicata nantu à a cima di DX-HET. Pò esse facilmente sguassatu cù un pannu seccu.

- Inserite un novu X-tip à DX-HET.
Assicuratevi chì a sostanza inhibitore di ardenti hè stata appiicata è inserisci un novu X-tip.
- Cum'è mostra à a manca, a cima di DX-HET ùn hè micca stata cuperta cù sustanza inhibitore ardente. Per applicà a sostanza inibitore di ardenti nantu à DX-HET, reinserite l'X-tip, tirala giù, rotate à a manca è à a diritta parechje volte.

- Assicuratevi chì a sostanza inhibitore ardente hè stata appiicata à tutta a cima di DX-HET cum'è mostra à a manca. Allora inserite a punta X fermamente mentre aghjustate u groove di chjave à a pusizione curretta.
![]() Assicuratevi di disattivà a putenza di l'unità è lasciate chì u DCX-HET è X-tip si rinfriscà prima di rimpiazzà.
Assicuratevi di disattivà a putenza di l'unità è lasciate chì u DCX-HET è X-tip si rinfriscà prima di rimpiazzà.
Tipu DS-***, DN-***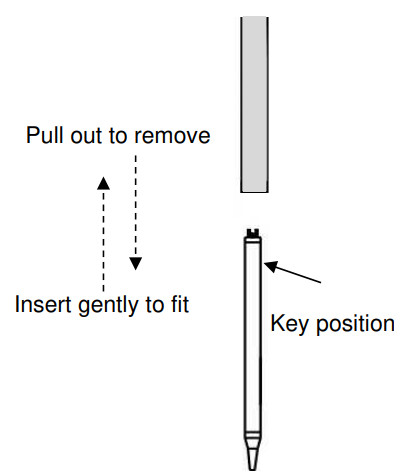
- Assicuratevi di spegnere l'alimentazione è lasciate chì a cartuccia di ferru si rinfriscà. Tire u cartuccia di ferru per caccià.
Se ùn esce micca, aduprate un tubu di silicone per tirallu cù "una certa forza". - Per inserisce a nova cartuccia di ferru, inserite delicatamente finu à ch'ellu ghjunghje à a fine di u tubu di cartuccia. Girate finu à sente a chjave cascata o cliccate in a pusizione. Quandu si sente cliccà, inserisci fermu.
* Ùn inserite micca u ferru mentre a chjave hè in a pusizione incorrecta o a chjave hè dannata.
- Slip l'anellu di silicone nantu à a cartuccia di ferru finu à chì vene direttamente sottu à u supportu.
![]() Prudenza
Prudenza
- Assicuratevi di spegnere l'alimentazione è lasciate chì a cartuccia di ferru si rinfriscà.
- Eseguite "Auto Tuning" dopu à rimpiazzà a cartuccia di ferru.
- Assurez-vous que la température affichée sur le régulateur de température et la température mesurée par le thermomètre à pointe correspondent après avoir remplacé le cartouche de fer.
- Se l'anellu di silicone ùn hè micca attaccatu bè, pò causà ignizione.
Lista di i pezzi di cunsumu
| Image | Tipu | Descrizzione | Rimarche |
|
|
Cartuccia di ferru | ||
|
|
TAL.*-***S60 | Set di tubi di saldatura per punta/slide | |
|
|
RING | Anellu di silicone (pkt. di 10 pezzi) | |
|
|
125M-601 | Filtru di ventilatore per OMEGA (pkt. di 5 pezzi) |
Hè cunsigliatu di rimpiazzà stu filtru ogni 500 ore di funziunamentu, ma per piacè aghjustate u periodu di rimpiazzamentu secondu a vostra cundizione d'usu è l'ambiente di usu. |
|
|
ZSB-1001-40T | Lama di roulette per Φ0.6~1.6 (40 denti) | |
|
|
ZSB-1001-80T |
Lama di roulette per Φ0.4~0.5 (80 denti) |
![]() Apollo Seiko Ltd.
Apollo Seiko Ltd.
2271-7 Jinba, Gotenba-shi,
Shizuoka, Giappone 〒412-0047
TEL:+81-(0)550-88-2828
FAX: +81-(0)550-88-2830
E-mail: sales@apolloseiko.co.jp
URL: https://www.apolloseiko.co.jp
Documenti / Risorse
 |
Contrôleur de soudure APOLLO DS3 [pdfManuale d'istruzzioni DS3 Controller di saldatura, DS3, Controller di saldatura, Controller |